(点击上方红色文字即可免费领取)
本文以西门子STEP7-Micro/WIN编程软件为例介绍PLC控制程序。 如果使用其他系列或品牌的PLC,其逻辑结构会略有不同。
1、喷泉控制
(1)明确系统控制要求
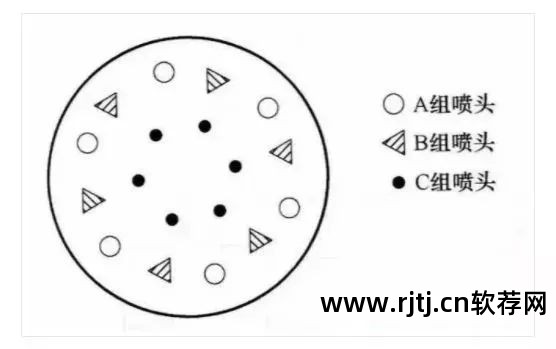
该系统需要两个按钮来控制A、B、C三组喷嘴的运行(通过控制三组喷嘴的泵电机来实现)。 三组喷嘴排列如右图所示。
系统控制要求如下:
当按下启动按钮时,A组喷嘴喷射5秒后停止,然后B、C组喷嘴同时喷射。 5秒后,B组喷嘴停止,C组喷嘴继续喷射5秒后停止,然后A、B组喷嘴喷射7秒。 ,C组喷头在这7秒的前2秒内停止,在接下来的5秒内喷水,然后A、B、C组喷头同时停止3秒,然后重复以上流程。 按下停止按钮后,三组喷嘴同时停止喷水。 右图为A、B、C三组喷嘴的工作时序图。

(2) 确定输入/输出设备并为其分配合适的I/O端子
喷泉控制所需的输入输出设备及对应的PLC端子如下表所示:

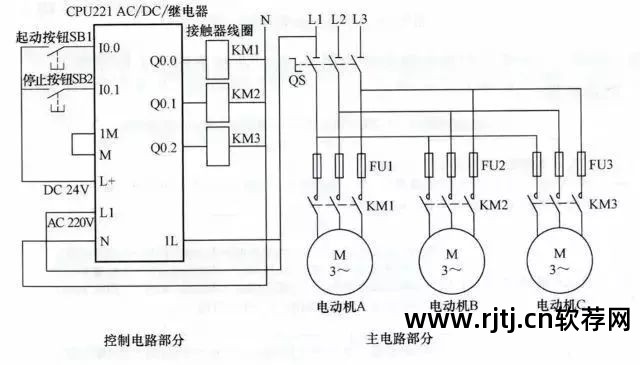
(3)画出喷泉控制电路图
(4)PLC控制程序的编写
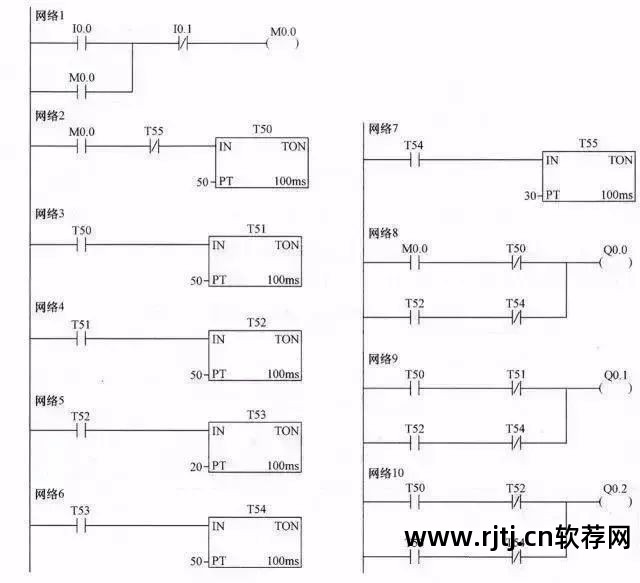
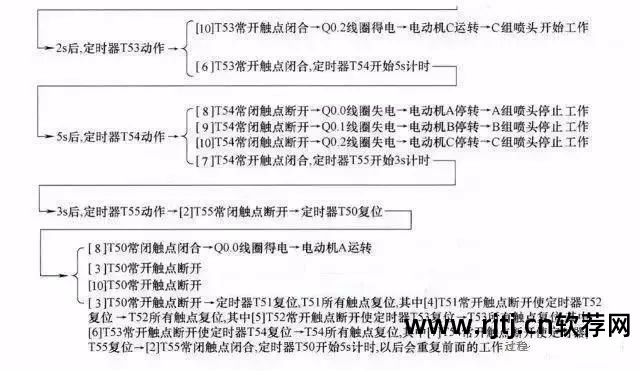
启动STEP7-Micro/WIN编程软件,编译满足控制要求的直方图程序,编译后的直方图如右图所示。
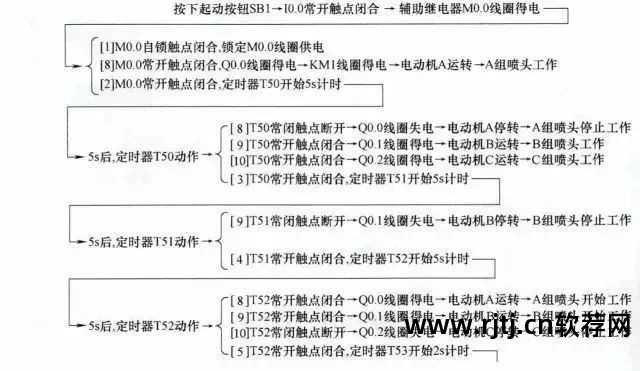
下面用控制电路来说明直方图的工作原理:
(1)启动控制
(2)停止控制
2. 交通灯控制
(1)明确系统控制要求
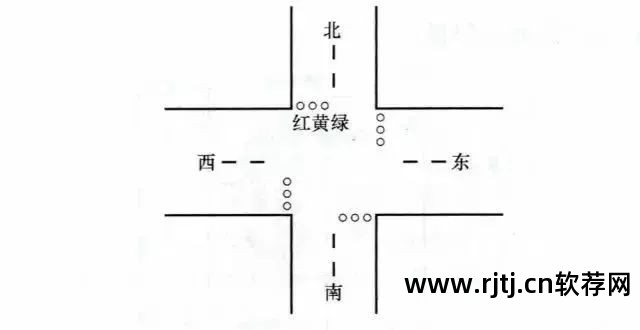
系统需要两个按钮来控制红绿灯,红绿灯排列如右图所示。
系统控制要求如下:
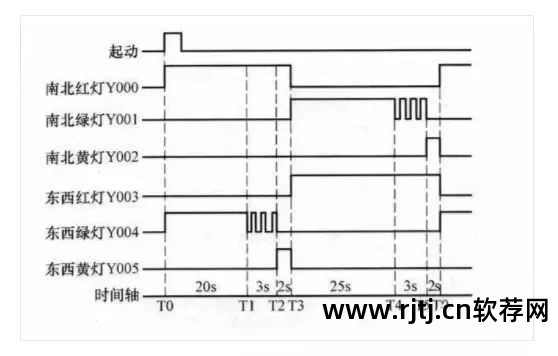
当按下启动按钮时,南北红灯将亮起25秒。 南北红灯亮25秒期间,东、西绿灯亮20秒,然后以1次/秒的频率闪烁3次。 然后东、西黄灯亮2秒。 25秒后南北红灯熄灭,熄灭时间持续30秒。 在这30秒内,东、西红灯仍然亮着。 南北绿灯先亮25秒,然后以1次/秒的频率闪烁3次,然后南北黄灯亮2秒。 之后重复该过程。 按下停止按钮后,所有灯熄灭。 交通信号灯的工作顺序如右图所示。
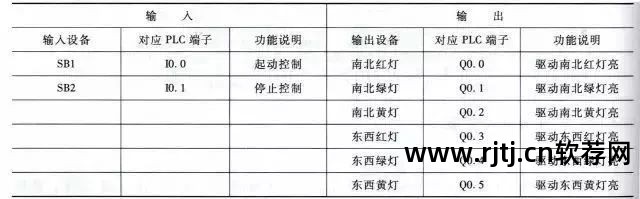
(2) 确定输入/输出设备并为其分配合适的I/O端子
交通灯控制所需的输入输出设备及对应的PLC端子如下表所示。
(3)画出交通信号灯控制电路图

(4)PLC控制程序的编写
启动STEP7-Micro/WIN编程软件,编译出满足控制要求的矩形图程序。 完成的矩形图如右图所示。
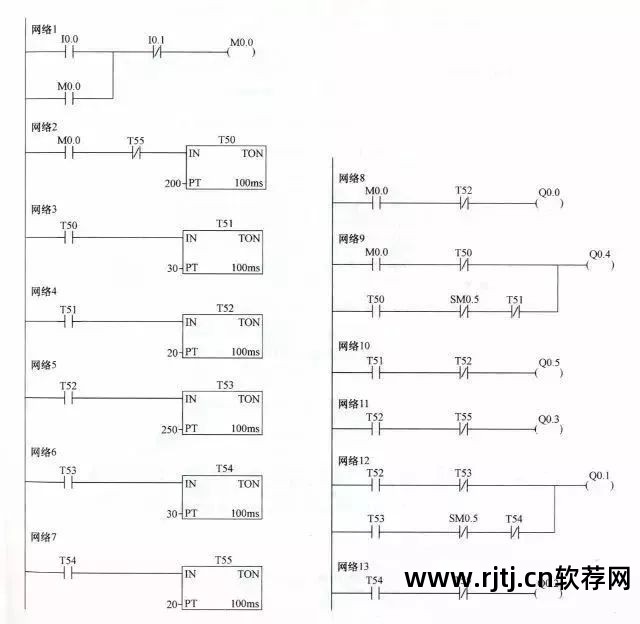
上图所示的矩形图中,使用了特殊的辅助熔断器SM0.5,称为接触式特殊熔断器。 它采用PLC手动驱动线圈,用户只能使用其触点,即绘制直方图中只能绘制其触点。 SM0.5可形成周期为1s的时钟脉冲,其高低电平持续时间为0.5s。 以上图中的矩形图网络9为例。 当T50常开触点闭合时,1s内,SM0.5常闭触点接通和断开时间分别为0.5s,Q0.4线圈通电和断电时间也为0.5 s。
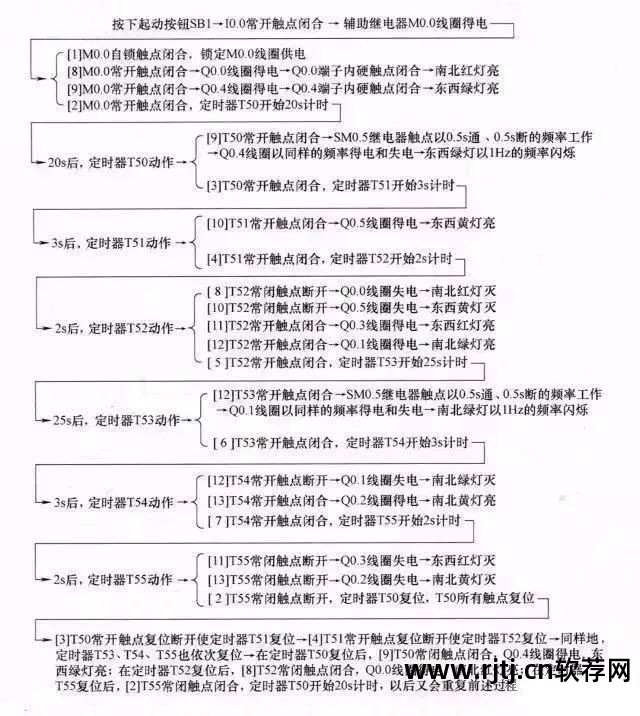
下面通过控制电路和时序图的对比来说明矩形图的工作原理:
(1)启动控制
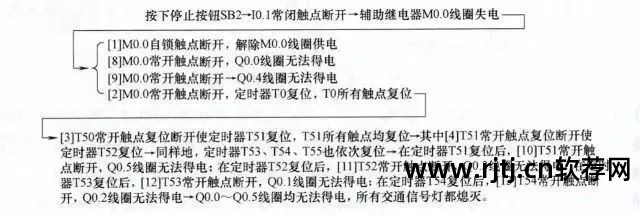
(2)停止控制
3.多级传送带控制
(1)明确系统控制要求
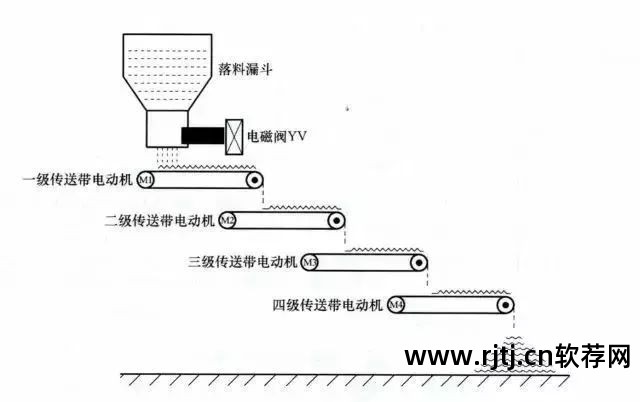
该系统需要使用两个按钮来控制传送带以一定的方式工作。 输送带结构如右图所示。
系统控制要求如下:
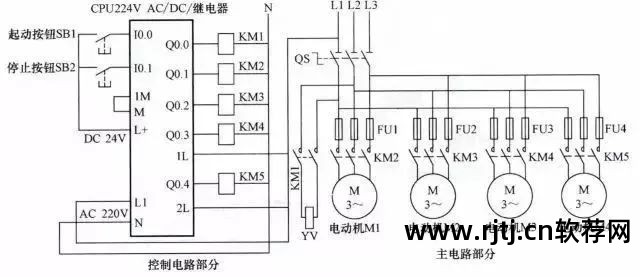
当按下启动按钮时,电磁阀YV打开,启动型腔,同时启动第一级输送电机M1,向前输送物料。 6秒后,第二级输送电机M2启动,M2启动5秒后,三极输送电机M3启动。 四级传送带电机M4在M3启动4秒后启动。
当按下停止按钮时,为了防止输送带上堆积物料控制电路图绘制软件,需要先关闭电磁阀YV,并在6秒后停止M1,在M1停止后5秒后停止M2控制电路图绘制软件,然后停止M3 M2停止后4秒后。 停止,M3停止3秒后让M4停止。
(2) 确定输入/输出设备并为其分配合适的I/O端子
多级传送带控制所需的输入/输出设备及相应的PLC端子如下表所示。

(3)画出多级传送带控制电路图
(4)PLC控制程序的编写
启动STEP7-Micro/WIN编程软件,编译满足控制要求的直方图程序,编译后的直方图如右图所示。
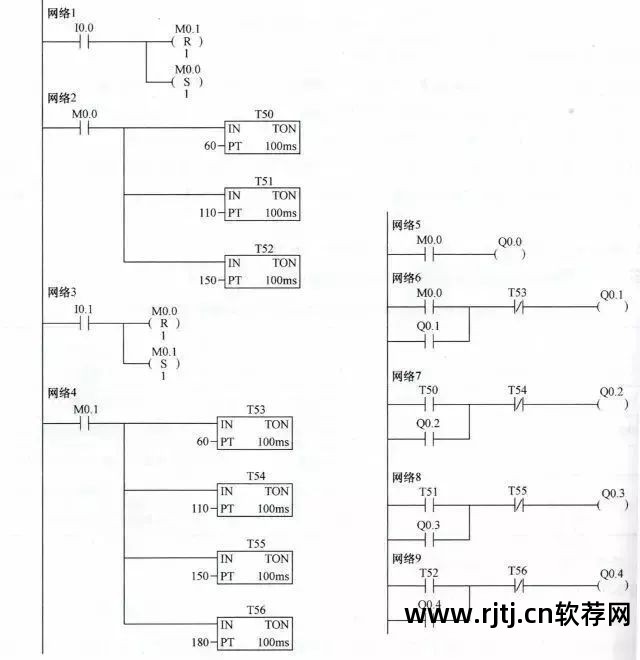
下面结合控制电路来说明直方图的工作原理。
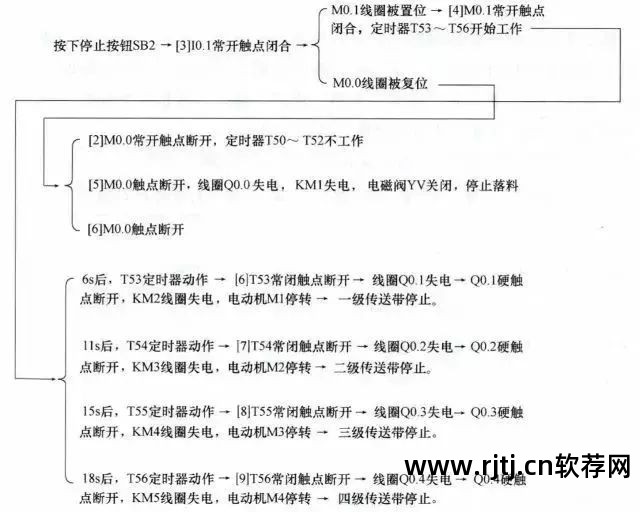
(1)启动控制
(2)停止控制
4.车库手动门控制
(1)明确系统控制要求
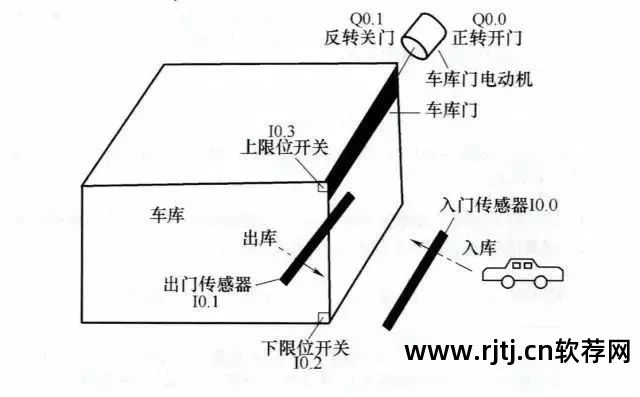
该系统要求汽车进出时车库门可以手动打开和关闭。 车库门的控制结构如右图所示。
系统控制的具体要求如下:
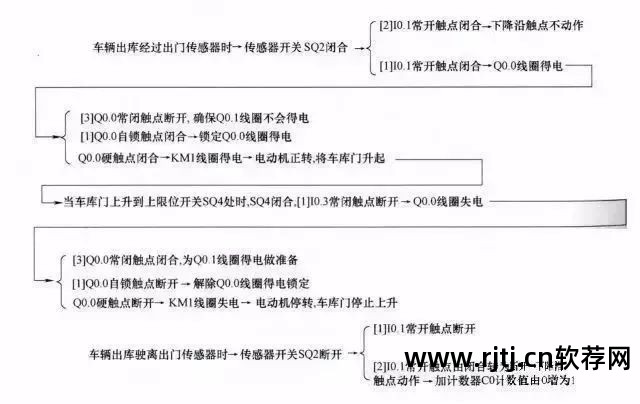
当汽车进入车库并经过入口传感器时,入口传感器开关闭合,车库门电机正转,车库门上升。 当车库门上升到上限开关时,电机停止; 当汽车进入车库并经过出口传感器时,出口传感器开关闭合,车库门电机反转,车库门上升,当车库门到达下限位开关时,电机停止。
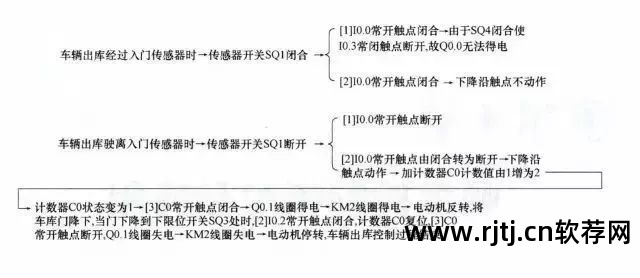
当小车捡起物料经过门磁时,门磁开关闭合,车库门电机正转,车库门上升。 当门上升到上限位开关时,电机停止; 感应开关闭合,车库门电机反转,车库门上升,当门升到下限位开关时,电机停止。
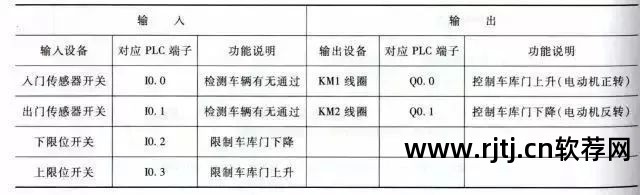
(2) 确定输入/输出设备并为其分配合适的I/O端子
车库手动门控制所需的输入输出设备及对应的PLC端子如下表所示:
(3)画出车库手动门控制电路图
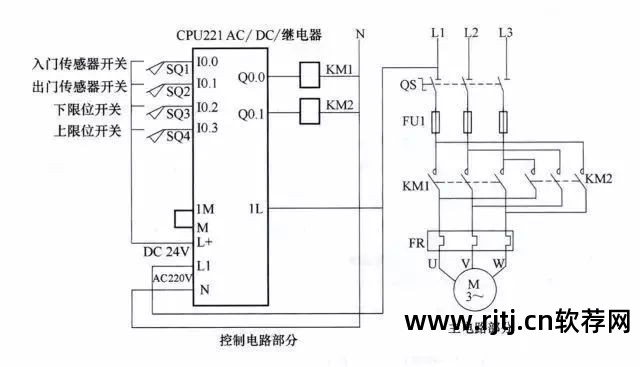
控制电路图
(4)PLC控制程序的编写
启动STEP7-Micro/WIN编程软件,编译满足控制要求的直方图程序,编译后的直方图如右图所示。
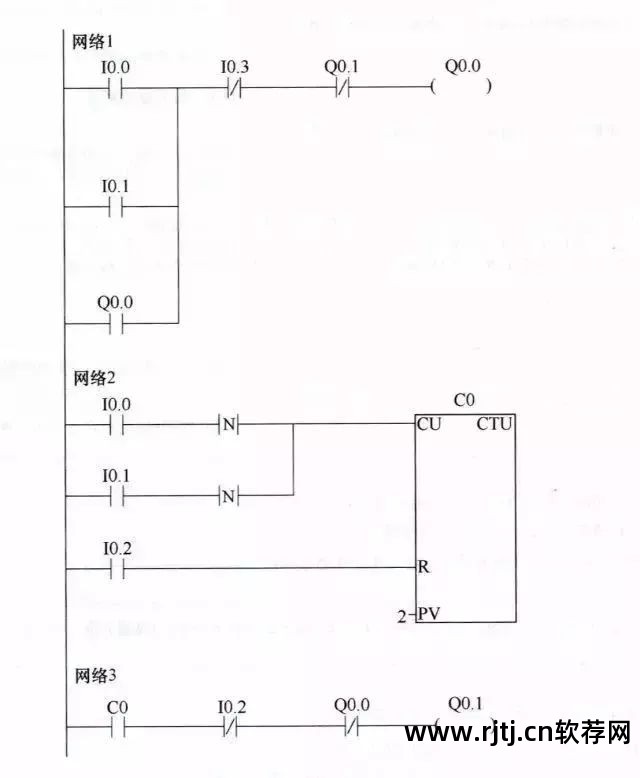
下面结合控制电路来说明直方图的工作原理。
(1) 入库控制流程
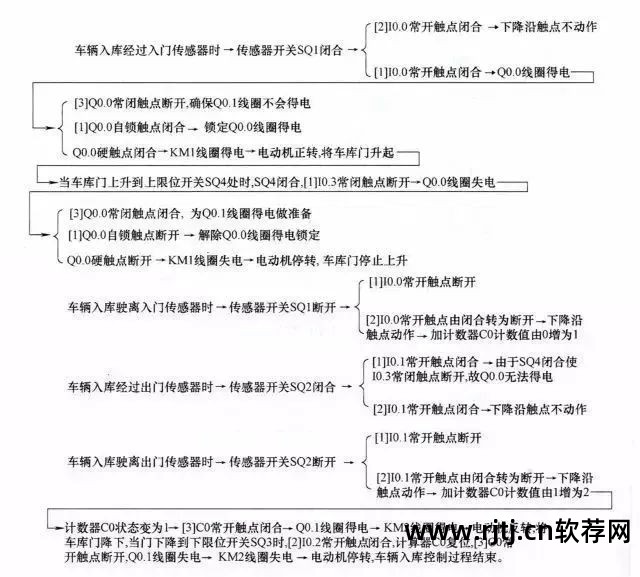
(2) 拣货控制流程
编辑推荐
结尾
