CNC雕刻技术是传统雕刻技术与现代数控技术相结合的产物。数控雕刻机集计算机辅助设计(CAD)技术、计算机辅助制造(CAM)技术、数控(NC)技术、精密制造技术于一体。是一种新型、独特、先进的数控加工机床。与传统数控设备相比,雕刻机具有转速高、加工软质材料效率高、表面质量好、性价比高等优点。 CNC技术的出现,使得刀具进给可以由计算机控制,使木制品的曲线、雕刻、钻孔、开槽等复杂工艺实现机械化、自动化。本文结合实木复合门的生产来介绍数控雕刻机在木门生产中的应用。

1 数控雕刻机的结构
数控雕刻机主要由雕刻机床、电控柜、控制计算机、雕刻控制软件等基本部分组成。雕刻机床由工作台底座、固定工作台、移动龙门架和主轴组成。主轴切刀沿X、Z轴方向移动,龙门架沿Y轴方向移动,从而形成三坐标三轴联动机构。
从功能上看,数控雕刻系统主要由两个相对独立的部分组成。
①雕刻CAD/CAM软件:用于雕刻产品的图形设计、物理建模、雕刻产品加工路径数据的计算。它输出可以被数控雕刻机识别、解释并最终完成的NC代码,完成产品雕刻加工。
②数控雕刻设备:即雕刻机床,是数控雕刻的具体实现部分。它们可以解释雕刻CAD/CAM软件输出的NC加工代码,执行加工代码描述的各种复杂的加工动作,完成雕刻生产任务。

2 雕刻图形排列、路径编程及加工操作方法
雕刻图形设计常用的软件是CAD图形辅助设计软件。数控雕刻机常用的编程软件有TYPE3、文泰、Cimatron、ARTCAM等[1]。机床控制系统为NCstudio雕刻机控制系统。本文以济南某数控设备公司生产的DL-M25雕刻机为例,介绍雕刻图形排列、路径编程及加工操作方法。
2.1分析整理设计图纸并确定加工工艺
首先,应仔细研究CAD设计图纸,根据加工的具体要求分析待加工零件的哪些部分需要雕刻,是阴雕还是阳雕,并根据情况删除或绘制准确的路径。原始设计图纸。刀具路径。整理CAD图纸时,要注意CAD图形中不要有多余的线和点。如有,应删除或重新编辑。最好将断断续续的或散乱的线编辑成完整的多段线,以及待处理的平面图形。该区域成为文泰编程软件中编辑刀具路径的整体图形。如果排序后的CAD图形中存在多余的线或点,用文泰编程软件编程时很容易出现编码错误,导致路径偏离或重复,从而导致加工错误。
2.2 编辑加工刀具、加工参数并生成雕刻刀具路径[2]
CNC雕刻是依靠计算机控制机床工作的执行来完成的,由数控加工指令控制。即操作人员使用V8文泰雕刻设计软件,根据雕刻加工要求形成的工艺规划和设计图纸,绘制出精确的雕刻加工数据图形。雕刻加工图形是控制雕刻机操作指令生成的基础。熟练掌握雕刻软件的绘图和编辑命令是顺利完成雕刻加工图形绘制工作的关键。软件操作界面如图1所示。
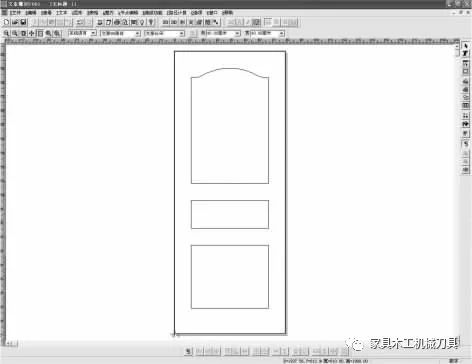
图1 文泰雕刻设计软件操作界面
刀具轨迹是机床加工时刀具中心的运行轨迹。也是雕刻工艺程序和雕刻机的指令。它是由雕刻软件根据操作者的工艺规划和雕刻设计数据进行图形计算,以控制数控雕刻机。加工过程中如何使用刀具,确定切削用量和进刀方式的加工程序。
刀具路径的生成由雕刻软件完成。关键是根据加工图形、加工材料和加工刀具进行正确的工艺规划。雕刻软件根据规划的工艺和雕刻设计图形计算刀具路径。
生成刀具路径可分为以下六个步骤:
①选择雕刻加工图形;
②选择雕刻加工方法并确定雕刻范围;
③选择雕刻工具并修改计算设置;
④选择雕刻材料并设定切割量;
⑤生成雕刻加工参数;
⑥生成刀具路径。
2.3 选择雕刻工具
数控雕刻机开始自动加工前,操作者加载加工程序,选择装卸刀具,夹紧加工材料,设置切削参数。对于其他任务,雕刻机根据雕刻软件计算出的刀具路径进行刀具切割加工,加工过程自动进行。 ,正常处理过程中无需干预。雕刻机控制系统如图2所示。
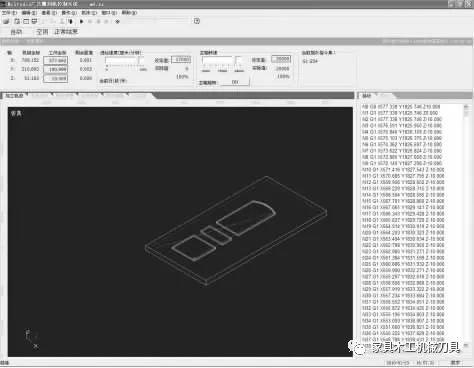
图2 NCstudio雕刻机控制系统
3 数控雕刻机在实木复合门加工中的应用 3.1 加工木门压纹
由于许多实木复合门的压制线条为弧形或异形,加工困难,浪费材料。如果在雕刻机上加工,可以采用套料和划线的方法。先根据尺寸准备好CAD图纸,然后编程导入,再加工,节省材料,方便可行。加工压线时,由于工件通常是在边缘处夹紧,因此需要测量计算夹具安装位置是否在刀具的路径上。如果刀具在运行路径上,很可能刀具与夹具发生碰撞,造成预设的工件原点偏离,造成路径偏离,加工废品;刀具与夹具的碰撞不仅会造成加工误差,还可能损坏刀具和机床,影响机床的加工精度;另外,夹具很难将每个加工部分固定在板材的中心。当加工即将完成时,由于零件与板材之间连接少,没有得到有效夹紧,且刀具转速较高,工件会出现塌陷。飞行比较危险,容易出现倒茬缺陷。因此,在加工前,应注意在厚度方向留有一定的加工余量,以保证加工件与面板之间有较多的连接处,以防止上述情况的发生。木门压制线加工示意图如图3所示。
3.2木门表面装饰图案的加工

图3 木门压制线加工示意图
检查机床并清理机床工作台面,将木门正确夹紧在机床上,安装刀具,设定待加工工件原点。根据预先设计、编辑的加工程序进行自动加工。加工时要注意雕刻尺寸与设计尺寸是否正确。由于工件原点的设定是目视检查,加工后的产品与设计尺寸会存在一定的误差。加工时注意根据木门材质设定机床主轴转速和进给速度,避免加工出无法保证精度和表面粗糙度的产品。此类木门表面加工的线状花纹一般采用直径6mm的圆底刀,雕刻深度以3mm为宜。机床参数设置如下:主轴转速为20000r/min,进给速度最好为机床设定值的20%~30%。木门表面雕刻加工示意图如图4所示。

图4 木门表面雕刻加工示意图
3.3实木复合门内框加工
实木复合门的结构决定了必须先在门上雕刻出镶板和玻璃的框架,然后钉压线条,安装镶板和玻璃。镶板门和玻璃门要求加工精度较高,使用雕刻机可以保证其加工精度。加工时一般采用刀具直径12mm、刀刃高度大于40mm的直刀进行加工。刀具逐级进给,每次进给不超过10mm。加工时主轴转速一般为20000r/min。进给速度一般根据木材的硬度和刀具的锋利程度选择设定值的20%左右。进给速度太慢会烧伤工件,太快则会出现波浪。痕迹影响表面粗糙度。一般加工实木层时进给速度应稍快一些,因为实木层容易加工。如果进给速度太慢,主轴转速太快,工件就会冒烟着火,很容易引起火灾。实木复合门内框加工示意图如图5所示。

图5 实木复合门内框加工示意图
3.4 加工锁孔
检查机床并清理机床工作台面,将木门正确夹紧在机床上,安装刀具,设定好工件原点进行加工。根据预先设计、编辑的锁孔加工程序对机床进行调试。当刀具移动到预定位置时雕刻机软件教程,保持X、Y轴静止,手动操作机床沿Z轴移动,加工木门表面的锁孔。
3.5 双门或双双门的榫槽加工
根据预先设计、编辑的加工程序对机床进行调试。检查机床并清理机床工作台面,将木门正确夹紧在机床上,安装刀具雕刻机软件教程,设定待加工工件原点。当刀具移动到预定位置时,保持X、Z轴静止,使机床沿Y轴方向移动,加工木门边缘的榫槽。使用雕刻机加工木门榫槽时,精度可低至0.01mm。成型的榫槽具有精度高、加工表面光滑平整的优点。由于有些木门在加工过程中会出现轻微的弯曲和翘曲,所以夹紧时要注意使用多个夹子夹牢。
3.6 加工圆弧或异形零件的模板
在木门加工中,很多板材都是弧形或异形的。在立铣刀上加工非常困难且危险。需要制作模板,夹紧后进行原型铣削。圆弧零件和异形零件模板要求精度非常高,加工难度大。使用雕刻机将使加工变得非常简单。您只需在CAD中设计精确的图纸并编程并导入即可进行自动加工。 。
3.7 其他用途
CNC雕刻机是具有计算机数控功能的雕刻机。安装的刀具与带柄铣刀相同。大多数可以在铣床上加工的工序都可以用雕刻机完成。
4 结论
数控雕刻机是一种自动化程度高、应用范围广泛的数控加工设备。文泰雕刻设计软件在雕刻机编程中的使用,拓展了雕刻机在实木复合门加工中的应用功能,使木门的表面装饰多样化,简化了复杂的加工工序。具有加工精度高、表面粗糙度精度高、加工效率高等优点。周敬斌、胡波、姚鹏
第一作者简介:周敬斌(1966-),男,副教授,主要从事家具设计与制造方面的教学与研究。
