从覆盖件基本信息着手。以UG三维模型为主。以CATIA的2D工法及AutoForm的分析为辅。完成了一副汽车覆盖件模具的设计与实现。经过试模。经过调模。验证了该设计正确且合理。对以覆盖件为对象的冲压模具设计技术开展研究。这不但利于系统提升模具设计与开发的能力。还利于提高模具设计与开发的水平。并且对我国高端汽车行业的发展有着重要的现实意义。
关键词:汽车覆盖件;模具设计;工艺分析;工法设计;结构设计
1 引言
对汽车工业和模具产业来说 覆盖件数量比其他制件多很多 汽车覆盖件模具占有率也比其他模具高很多 汽车覆盖件是用薄金属板料制成的异形体表面和内部制件 这些制件构成汽车车身或驾驶室 还覆盖发动机和底盘汽车覆盖件是典型的知识密集型制件。以覆盖件为代表的冲压件模具设计,是影响汽车行业车型更新换代的关键技术之一。它不但影响汽车更新周期,还影响研发成本。它也间接推动了新的冲压技术及模具设计技术的发展。
2 工艺分析
以某公司汽车覆盖件的模具设计为例 制件如图1所示 此制件是对称件 其材质是钣厚0.8mm的GMW3032M-ST-S-CR2-HD60G60G-U 也就是通用公司材质 要求生产批量为大量 该制件运用了切边 起伏成形 翻边 冲孔 整形 落料等工艺
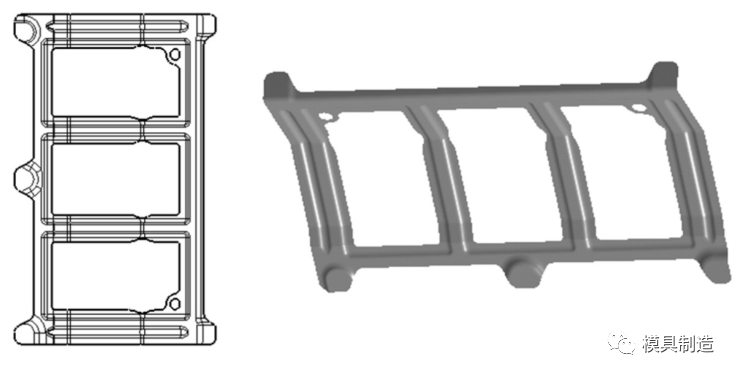
图1 制件图及制件3D图
本副模具按工序组合程度分类属于级进模,也叫连续模。冲压级进模是在条料送料方向上,有超过两个工序站。也就是在合模压力机一次行程中,能在不同工序站依次完成两道或两道以上冲压工序的模具。冲裁级进模相较于其他冲压模具,像单冲模、复合模等,具备生产效率高、精度高的特性。另外 构成级进模的制件数量多 结构复杂 对凸模位置 凹模孔位等位置精度要求高 [4~6]
2.1 制件工艺的分析
客户发来技术文档。该制件基本公差等级是IT13级。
裁工艺性方面,制件材料是GMW3032M-ST-S-CR2-HD60G60G-U,这是通用公司的一种较软冷轧钢,其塑性很好。钣件是0.8mm薄料,制件两个孔为正面冲孔,直径都是ϕ8.1mm,制件对孔的尺寸精度要求不高,冲压性能良好。
成形工艺性方面:软质冷轧钢塑性佳,适合拉伸。图示制件成形形状简单。在成形时,制件毛坯借助两块按工法要求上下凹凸有致的钢块(成形块),使金属凸缘两侧流动进而形成。制件整形程度小且相对均匀。所以该制件成形工艺性良好[4 - 6]。
2.2 毛坯的确定
进行多工位级进模预设计时,依据客户提供的data图展开计算,借助分析软件绘制制件图。该制件形状较为简单,不过需历经多次成形。毛坯尺寸由工法组运用软件计算得出,毛坯图如图2所示

图2 制件毛坯二维图
3 工法设计
在本副模具里,排样设计总的原则是先开展成形工作。接着进行冲孔操作。然后进行翻边处理。再进行切边作业。随后进行弯曲工序。最后进行落料。与此同时,要充分考虑模具的强度。还要充分考虑模具的刚度。以及模具结构的合理性。
3.1 工法排样设计
工法排样有其原则。除了要有最大材料利用率外。还要注意有当站冲压件。且要满足后工序的要求。该制件外形较为规则。轮廓简单。外轮廓精度要求不高。考虑到工序排样要求。工法采用单排方案。如图3所示
分析软件确定成形工艺后。依据结果用CATIA制作毛坯面的成形展开图。在排样图开始端安排冲孔、切口、切废料等分离工位。再往另一端依次安排成形工位。最后安排制件和载体分离。根据制件要求及上述工艺特点分析。设计多工位连续工序排样方案。如图4所示

图3 工法排样图
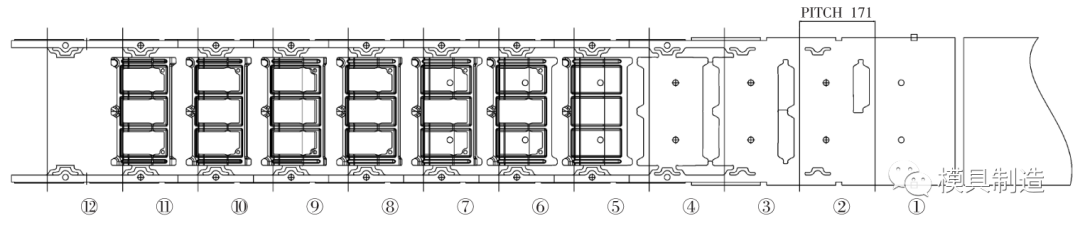
图4 工序排样图
①冲孔和切边 ②切边 ③切边和翻边
④切边和翻边 ⑤成形 ⑥切边和冲孔
⑦上翻 ⑧切边 ⑨下翻 ⑩整形 ?分离 ?切断废料
3.2 工法细节分析
可将到第4步视为下料站。下料站主要开展切边工作拉伸件模具计算软件,切边一般针对毛坯外轮廓,目的是为后续成形做准备。本套模具的下料站增添了翻边工序。这道工序能使翻边在顶料条的U槽里提升送料稳定性,进而提高精准度。并且在切边时,出于后工序考量增加了两处切边。
工序站力需进行计算。力的计算是工法环节的重要部分。它会影响合模压力机的选用,通常总力大小不能超合模压力机力的80%。它还会影响提供力源标准件的选用,进而影响模具结构。通过CAE分析能模拟出制件成形时的受力情况。能模拟出制件成形时的形变情况。能模拟出制件成形时的变薄率等情况。软件分析能够用于预测制件的生产状况。本副模具采用AutoForm分析。图5是成形过程图。
汽车覆盖件模具工艺前期流程优化设计,第一步要做好反弹模拟计算,如图6所示。经软件分析,工法分析能满足客户要求。排样也契合客户审查提出的要点。
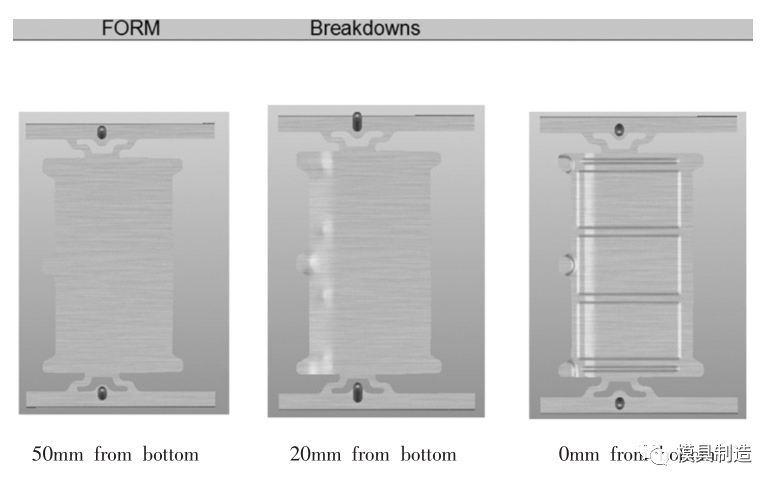
图5 成形过程图
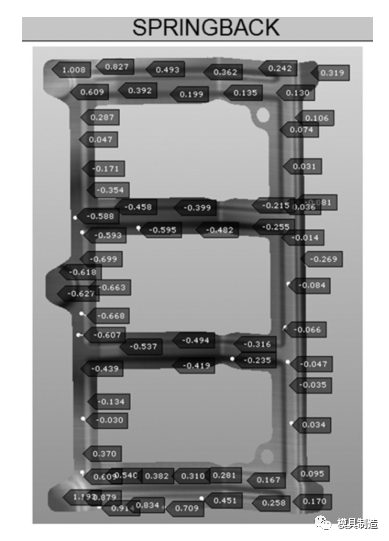
图6 反弹图
4 结构设计及试模
4.1 结构设计
总体装配结构如图 7 所示, 下模装配图如图 8所示。
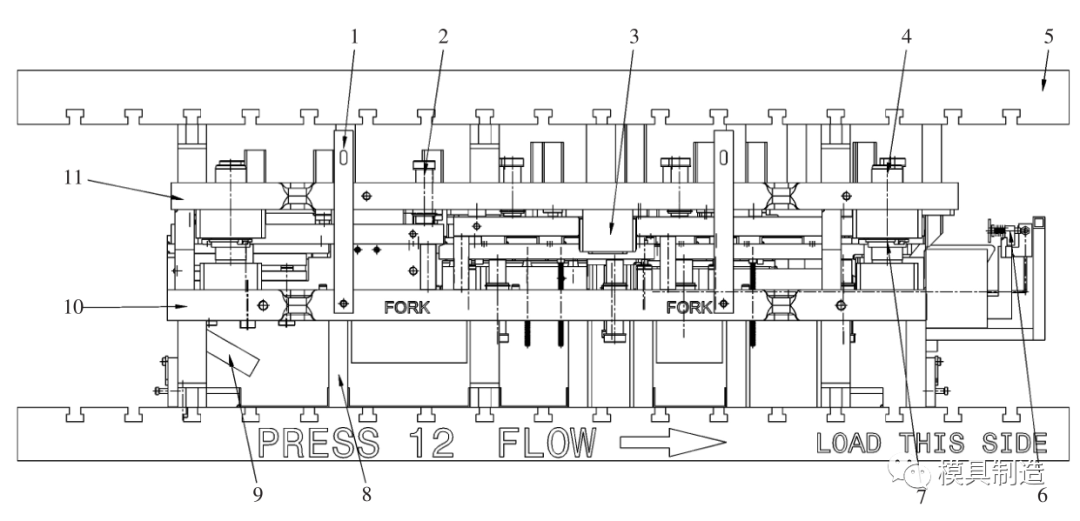
图7 模具装配结构图
1.运输压板 2.运输压板 3.镶根
4.导柱 5.机床 6.感应器 7.导套
8.肋条 9.废料槽 10.下模板 11.上模板
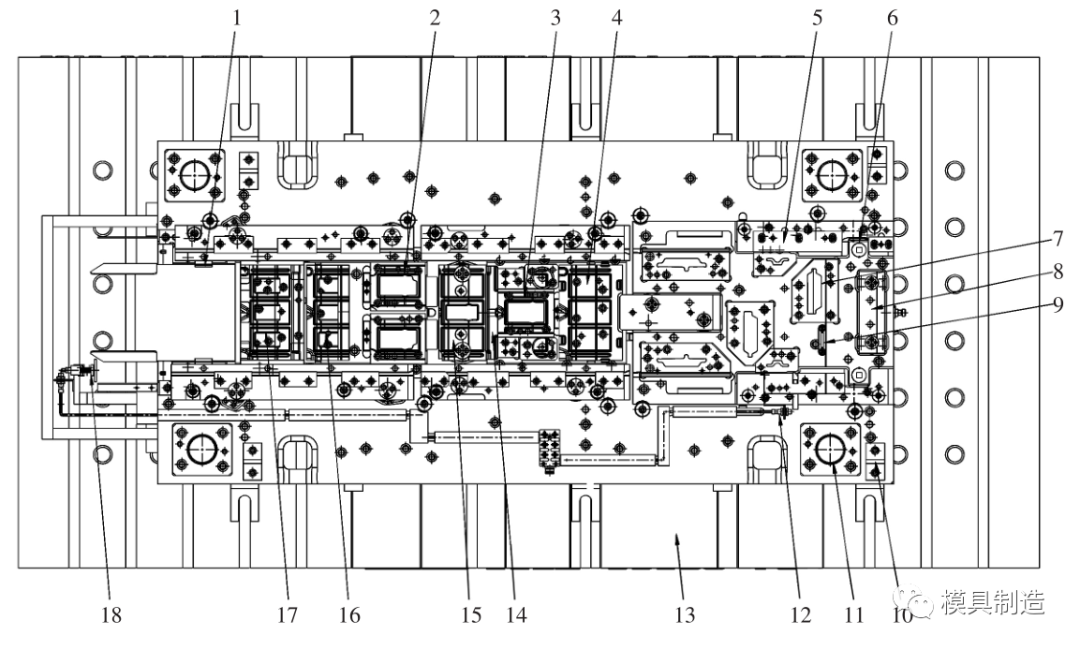
图8 下模装配结构图
1、 2、 3.切边块 4.成形块 5.导向块
6.冲模座 7.下模切边块 8.浮料
9.钢印 10.模架停止块11.导柱
12.感应器 13.废料槽 14.上翻钢块
15.压料 16.翻边块 17.整形块 18.感应器
设计的汽车覆盖件模具为12工位的多工位级进模。其采用切口形式。能完成成形、冲孔、切边、翻边及落料等工序。采用自动送料方式。大批量生产时会加上条料自动送料装置。步距是171mm。模具长度为2060mm。宽度为920mm模具结构如图7和图8所示。采用滑动导套式模架。下料站以切边钢块为主,切边钢块固定于集合式承盘。后续站的成形块固定于承盘。后续站的切边块固定于承盘。后续站的整型块固定于承盘。条料与模架距离较高。切边钢块为SKD11钢。成形钢块为SKD11钢。整形钢块为SKD11钢。SKD11钢售价较贵。所以采用1050钢的承盘来减轻成本。送料时氮气缸顶起顶料条,之后送料机送料。顶料条两侧安装导向块,下料站承盘两侧也安装导向块,这些导向块对条料起导向作用。模具送料高度是50mm,闭模高度是736.6mm。
4.2 模具工作过程及试模
一副模具从虚拟的3D图变成能生产制件的实物。这一过程要经历机加工。还要经历组立。也要经历合模。还得经历试模和调模。其中试模是检验模具是否合格的重要步骤。
本模具是包含冲裁和成形的多工位级进模, 模具工作过程:
模具闭模时 条料送入 借助始用挡料装置首次定位 第①工位切边和冲孔 第②工位切边 第③、第④工位切边和翻边 前4道工序切边为第⑤工位成形做准备 所以前4道工序被视为下料站第⑥工位进行切边和冲孔,第⑦工位开展上翻边,第⑧工位实施切边,第⑨工位执行下翻边,第⑩工位开展整形,第?工位进行切割分离拉伸件模具计算软件,第?工位进行落料
模具开模时 上模向上运动 下模保持原位 压料板在氮气弹簧作用下平稳回程 同时 压料板把工件从上模钢块往下推出 压料板上升浮动到最大高度 导向限位限制其下降 下模中 顶料条及其上机构在氮气弹簧作用下上升 送料装置工作 条料沿送料方向运动一个步距
开模闭模依靠感应器反馈来进行。开模闭模不断重复这样的操作。条料每次以一个步距送料。通过这样的方式,条料能够从毛坯变成成品,从而完成工作
模具第一次试模时。发现因反弹致使形面回弹超出公差。之后进行了调模。最终模具生产符合要求。
5 结束语
设计的覆盖件模具是多工位冲压级进模。它适用于高强度连续工作以及大批量生产。这种情况对模具结构要求极高。要了解实际参数,也就是客户提供的信息。需严格依照工法进行设计。还要解决涉及客户、生产单位和生产人员的相关实际问题。
另外,在汽车覆盖件设计过程中。运用计算机仿真分析技术。能够模拟钣金件的成形。这有利于设计师进行模具设计和分析。可以提高设计精度。还能缩短制件的设计周期。以拉伸为例。将CAD/CAE技术用于模具设计项目。首先。借助三维造型软件进行制件造型。设计拉伸件。其次。运用模拟软件对拉伸件做拉伸成形。依据模拟结果。分析缺陷原因。找出改进措施。最后。依照模拟后的拉伸件。设计拉伸模。如此便完成了整个汽车覆盖件的设计过程。这大大缩短了制件的开发周期。还能够有效提高企业的竞争力。
