要是您觉得人生迷茫 找不到方向 那就建议掌握一门技术 提升自己专业能力的同时 还能丰富生活 欢迎加入我们
拉伸件在冷冲压工艺里向来是高端的存在。在设计师看来,拉伸模结构确实比其他钢板模更复杂。调试拉伸模的难度也更大。
设计拉伸模具时拉伸件模具计算软件,最需留意的是拉伸系数的计算以及拉伸次数的计算。要是拉伸系数算错,很可能导致模具报废。那该怎么计算拉伸次数呢?
常见拉伸材料连续拉伸系数

以上拉伸系数仅用于计算拉伸次数。其使用要配合公式。表的最后一栏是材料的极限拉伸系数。即拉伸时不能低于该数值。
拉伸系数关系依据拉伸直径衡量。具体关系公式为:M等于d除以D
例:
50的不锈钢材料毛坯拉伸件模具计算软件,存在工艺缺口时,第一次拉伸,直径最小不能低于多少?
根据关系公式:M=d/D
则d=M*D=50*0.6=30
如果初次拉伸直径小于30则会出现拉伸不到位或者拉破的情况。

不过 通常情况下 拉伸件计算拉伸时 尽量选较大拉伸系数 过小拉伸系数 会使材料变形加大 不利于后续拉伸
在连续模拉伸件工艺设计里 针对带料形式的具体选择 常见两种不同方案 然而它们的使用范围差异较大 选择时需仔细甄别 如下
上无工艺切口、下有工艺切口
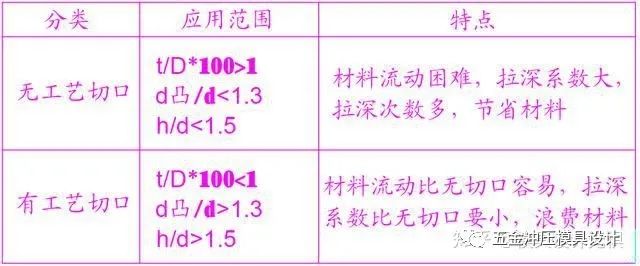
带料连续拉深的分类和应用
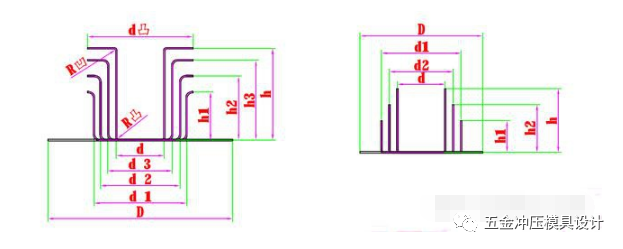
拉伸凸、凹模结构参数设定
圆弧大小取值原则
首次拉伸时,由于材料拉动幅度大,尽量选用相对大的R。一般R凸取值为4至8t,R凹取值为3至5t,之后逐渐减小至产品要求的圆弧。建议设计时尽量取较小值,以便调试模具。
当产品R出现极限状况R凸

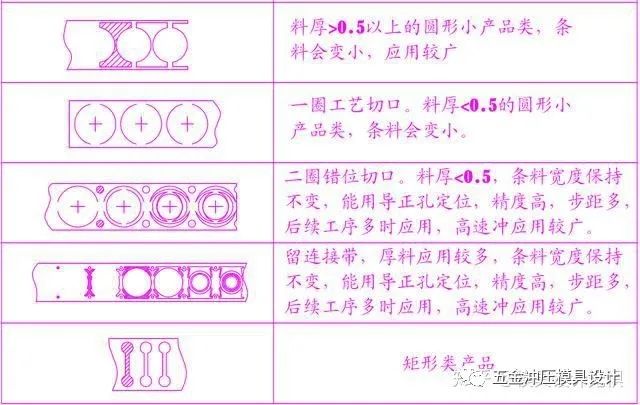
常见拉伸工艺料带的选择原则要依据实际情形作综合判定。具体使用情形以如下表格情形为准就行。
使用CAD计算拉伸件毛坯尺寸时。主要依据体积不变的原则来进行。这是因为拉伸过程中材料厚度基本保持不变。所以采用体积不变原则计算会相对准确。
添加老师微信可提供UG软件下载、安装服务。还能提供UG基础视频、UG编程以及模具设计学习资料。同时有UG编程和模具设计学习课程。每天晚上设有免费直播课程!